
 +86-13599204288
+86-13599204288
Linie de producție semiautomată a blocurilor de beton






--Caracteristici--
Linie semiautomată: încărcătorul frontal va introduce diferite agregate în stația de dozare, le va măsura la greutatea necesară și apoi le va combina cu cimentul din silozul de ciment. Toate materialele vor fi apoi trimise la mixer. După ce sunt amestecate uniform, transportorul cu bandă va transporta materialele la mașina de fabricat blocuri. Blocurile finite vor fi transferate la stivuitorul automat. Apoi, motostivuitorul va duce toți paleții de blocuri în camera de întărire pentru întărire. Iar rulotatorul de paleți poate elimina paleții unul câte unul, iar apoi cubatorul automat va lua blocurile și le va stivui într-o grămadă, apoi clema furcii poate duce blocurile finite în depozit pentru vânzare.
——Componentă——
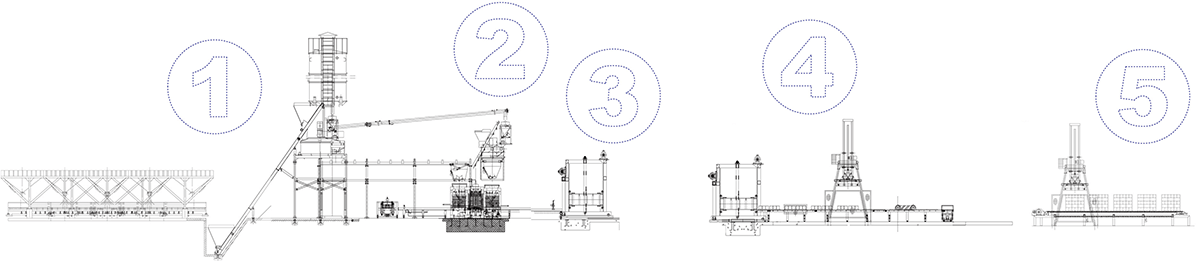
1 Stație de dozare și amestecare
Sistemul de dozare și amestecare constă dintr-o stație de dozare multi-componentă care cântărește automat și transportă agregatele către malaxorul obligatoriu. Cimentul este transportat din silozul de ciment folosind un transportor cu șnec și cântărit automat la malaxor. După ce malaxorul și-a finalizat ciclul, betonul va fi transportat folosind sistemul nostru de containere suspendate către sistemul complet automat de fabricare a blocurilor.

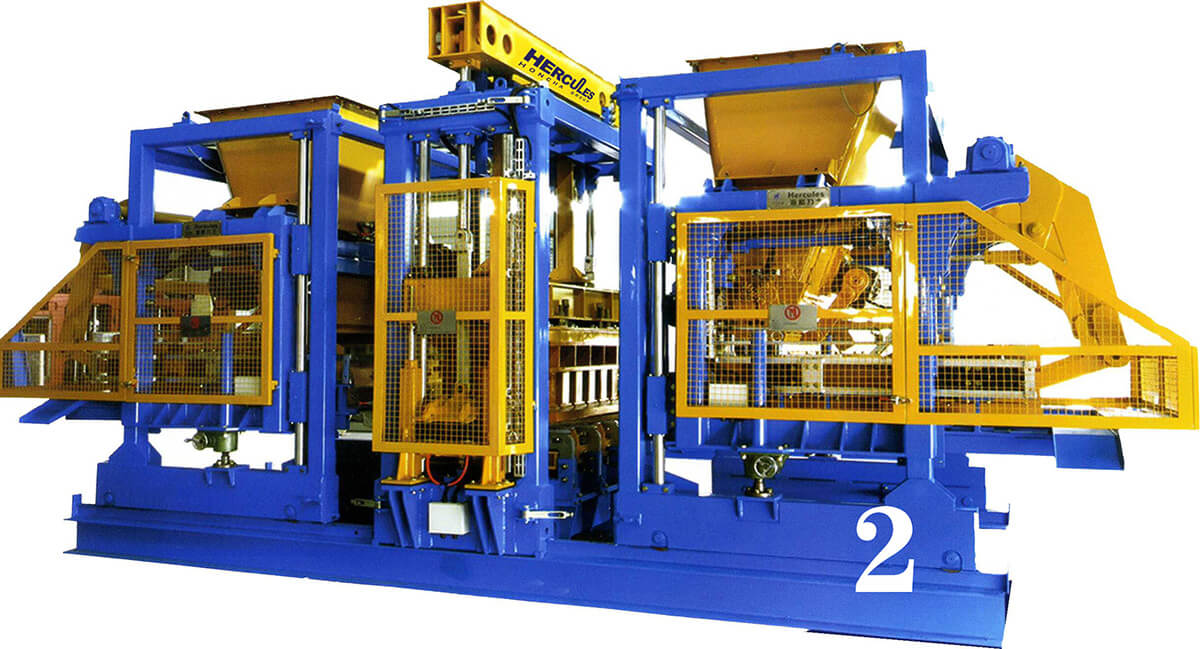
2. Mașină de blocuri
Betonul este împins la loc de o cutie de alimentare și distribuit uniform în cofrajul inferior femelă. Cofrajul superior mascul este apoi introdus în cofrajul inferior și se utilizează vibrații sincronizate ale mesei de la ambele cofraje pentru a compacta betonul în blocul dorit. Mașinii i se poate adăuga o secțiune de amestecare frontală complet automată pentru a permite producerea de pavele colorate.
Modele opționale de mașini de fabricat blocuri: Hercules M, Hercules L, Hercules XL.
3、Stivuitor
Blocurile proaspete sunt curățate pentru a se asigura că au toate aceeași înălțime și apoi transportate la stivuitor. Apoi, motostivuitorul va transporta toate paletele cu blocuri în camera de întărire pentru întărire.
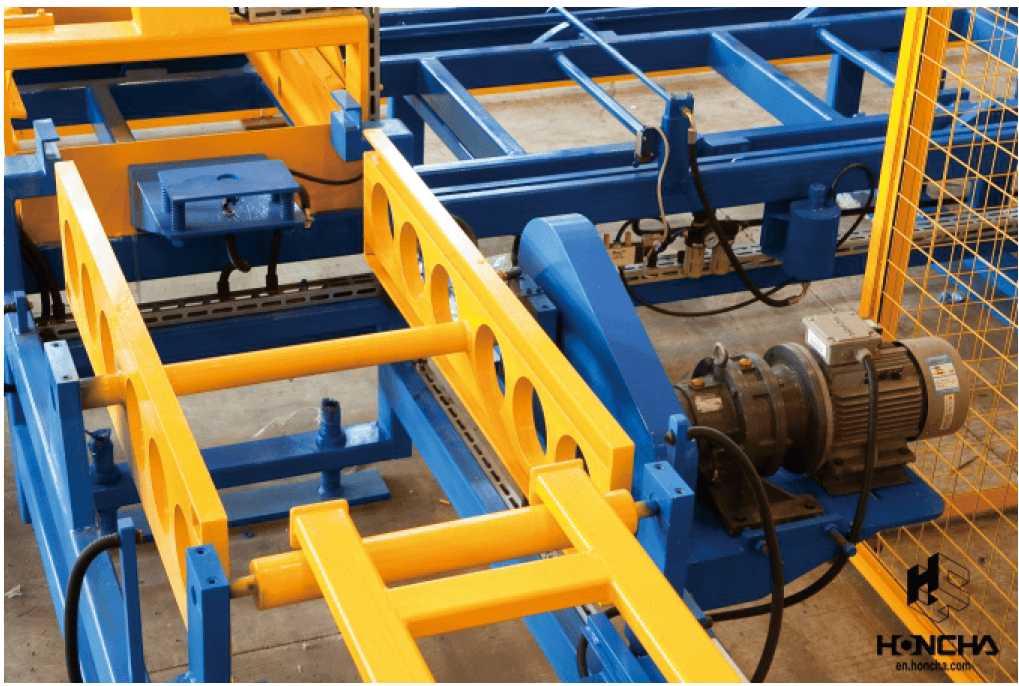
4、Destivuitor
Când paleții au fost complet încărcați în destivuitor, aceștia sunt descărcați automat în sistemul de returnare a paleților și aliniați, gata pentru sistemul de cubare.


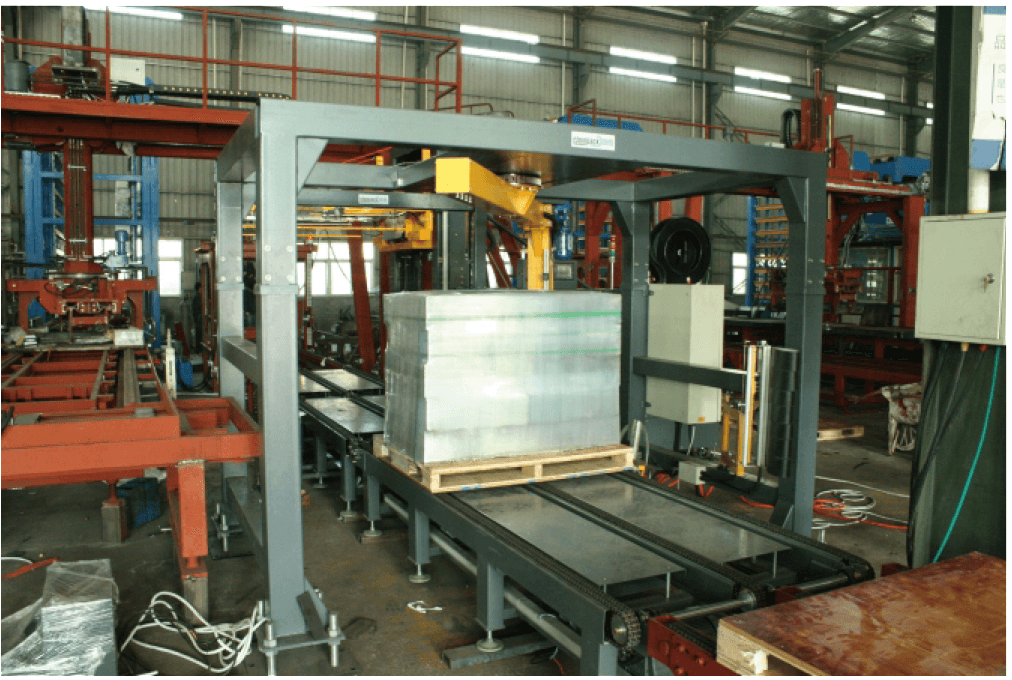
5、Sistem automat de cubare a blocurilor de tip gantry
Sistemul de cubicare va colecta blocurile sau pavelele de pe câte doi paleți și le va stivui pe transportorul de ieșire. Este echipat cu patru brațe de prindere acoperite cu cauciuc și este acționat hidraulic cu o mișcare orizontală de 360 de grade.

——Linie de producție semiautomată——
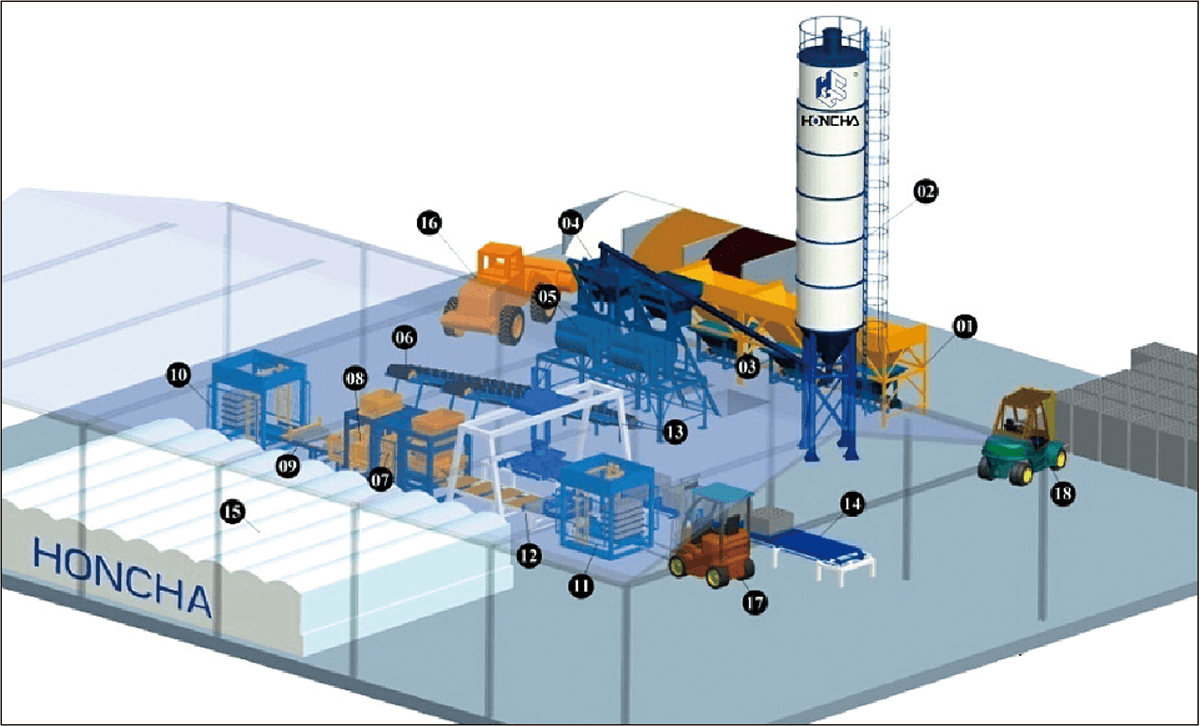
| Linie de producție semiautomată a blocurilor de beton: Articole | ||
| 1Stație automată de dozare | 2Siloz de ciment | 3Transportor cu șnec |
| 4Solană de ciment | 5Mixer obligatoriu | 6Bandă transportoare |
| 7Mașină de blocuri de beton | 8Secțiune Mix Fețe | 9Sistem de transport blocuri |
| 10Stivuitor | 11Destivuitor | 12Sistem de transport paleți |
| 13Cuber automat | 14Bandă transportoare de ieșire | 15Cameră de întărire |
| 16Încărcător frontal | 17motostivuitor | 18Clemă furcă |
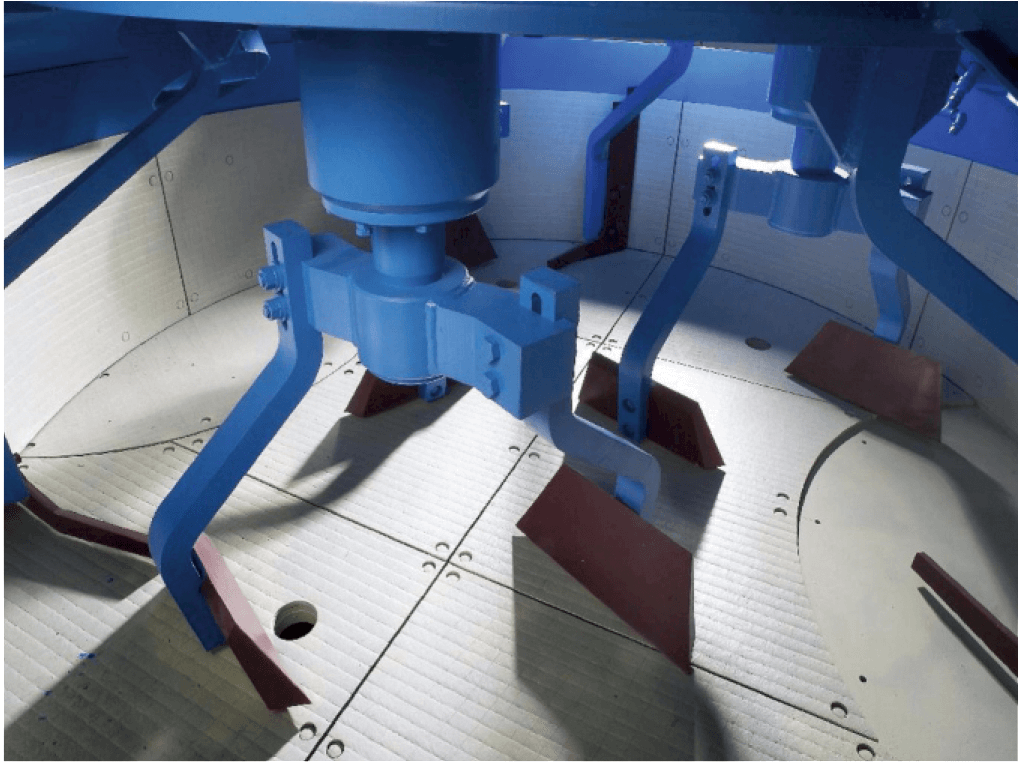
Mixer obligatoriu

Stație automată de dozare
Mașină de ambalat
Rotirea paleților
Capacitate de producție
★Pentru alte dimensiuni de cărămizi nemenționate, se pot furniza desene pentru a solicita informații despre capacitatea specifică de producție.
| Capacitatea de producție | ||||||
| Hercule M. | Plăci de producție: 1400 * 900 Zona de producție: 1300 * 850 Înălțimea pietrei: 40 ~ 500 mm | |||||
| Mândru | Dimensiune (mm) | Amestec facial | Bucăți/ciclu | Cicluri/min | Producție/8h | Producție m3/8h |
| Cărămidă standard | 240×115×53 | X | 60 | 4 | 115.200 | 169 |
| Bloc gol | 400*200*200 | X | 12 | 3.5 | 20.160 | 322 |
| Bloc gol | 390×190×190 | X | 12 | 3.5 | 20.160 | 284 |
| Cărămidă goală | 240×115×90 | X | 30 | 3.5 | 50.400 | 125 |
| Pavaj | 225×112,5×60 | X | 30 | 4 | 57.600 | 87 |
| Pavaj | 200*100*60 | X | 42 | 4 | 80.640 | 97 |
| Pavaj | 200*100*60 | O | 42 | 3.5 | 70.560 | 85 |
| Hercule L. | Plăci de producție: 1400 * 1100 Zona de producție: 1300 * 1050 Înălțimea pietrei: 40 ~ 500 mm | |||||
| Mândru | Dimensiune (mm) | Amestec facial | Bucăți/ciclu | Cicluri/min | Producție/8h | Producție m3/8h |
| Cărămidă standard | 240×115×53 | X | 80 | 4 | 153.600 | 225 |
| Bloc gol | 400*200*200 | X | 15 | 3.5 | 25.200 | 403 |
| Bloc gol | 390×190×190 | X | 15 | 4 | 14.400 | 203 |
| Cărămidă goală | 240×115×90 | X | 40 | 4 | 76.800 | 191 |
| Pavaj | 225×112,5×60 | X | 40 | 4 | 76.800 | 116 |
| Pavaj | 200*100*60 | X | 54 | 4 | 103.680 | 124 |
| Pavaj | 200*100*60 | O | 54 | 3.5 | 90.720 | 109 |
| Hercules XL | Panouri de producție: 1400 * 1400 Zona de producție: 1300 * 1350 Înălțimea pietrei: 40 ~ 500 mm | |||||
| Mândru | Dimensiune (mm) | Amestec facial | Bucăți/ciclu | Cicluri/min | Producție/8h | Producție m3/8h |
| Cărămidă standard | 240×115×53 | X | 115 | 4 | 220.800 | 323 |
| Bloc gol | 400*200*200 | X | 18 | 3.5 | 30.240 | 484 |
| Bloc gol | 390×190×190 | X | 18 | 4 | 34.560 | 487 |
| Cărămidă goală | 240×115×90 | X | 50 | 4 | 96.000 | 239 |
| Pavaj | 225×112,5×60 | X | 50 | 4 | 96.000 | 146 |
| Pavaj | 200*100*60 | X | 60 | 4 | 115.200 | 138 |
| Pavaj | 200*100*60 | O | 60 | 3.5 | 100.800 | 121 |

